Roll Forming Machine Replace Aluminum Extrusion, 70% Cost Reduction, Bradbury China Design
Is aluminum extrusion too expensive for your cost-reduction targets? Explore how Bradbury China's advanced cold roll forming machine uses high-strength steel (AHSS) to deliver equivalent structural stiffness, up to 98% material utilization, and a massive 60% to 70% cost reduction across EV automotive, solar PV, and rail transit industries.

Aluminum is lightweight but expensive; steel is heavier but stronger and far more economical. When high-strength steel meets the high-precision roll forming machine, the weight difference is compensated by advanced cross-sectional stiffness, while the cost gap can never be bridged again.
In recent years, the most frequent request from global purchasing managers visiting Bradbury China is: "Our structural component was originally designed with aluminum extrusion. Now our management demands a major cost reduction—can we change it to steel?
Our engineering answer is clear: For the vast majority of load-bearing structural parts, it is not only possible but highly recommended.
The 3 Structural Bottlenecks of Aluminum Extrusions
Aluminum extrusion (such as 6063/6082-T6) faces severe competitive limits in high-volume, load-bearing applications:
| Pain Points | The Reality of Aluminum Extrusion |
|---|---|
| Raw Material Costs | Aluminum ingots cost approximately 3 to 4 times more than steel and experience highly volatile market pricing. |
| Low Material Utilization | The extrusion-sawing-scrap cycle yields a utilization rate of only 60% to 75%, generating significant waste. |
| Low Production Speed & Efficiency | Extrusion dies have a short lifespan (3,000 to 8,000 meters), and line speeds are limited to 1 to 5 m/min, making high-volume global delivery difficult. |
| Strength Ceiling | Tensile strength ($\sigma_b$) is capped around 205 to 290 MPa. High-strength aluminum is both expensive and extremely difficult to extrude. |
The Cold Roll Forming Advantage: Engineering Logic of High-Strength Steel (AHSS)
By transitioning to high-strength automotive and structural steel (such as DP780 / DP980 / MS1300), Bradbury China’s production lines achieve a fundamental paradigm shift:
- Material Utilization: Reaches 95% to 98%, minimizing industrial scrap.
- Production Line Speed: Scalable from 10 to 40 m/min, drastically increasing factory output.
- Tensile Strength: Elevates structural limits from 980 to 1500 MPa.
- Tooling Lifespan: Rollers exceed 500,000 meters of operational life with rapid cross-section changeovers.
The single-part comprehensive cost drops to only 28% to 35% of an aluminum profile with the identical rigidity.
By engineering the profile cross-section through advanced roll forming, we can aggressively thin the wall thickness (for example, reducing a 2.0 mm aluminum wall down to 1.0~1.2 mm DP980 steel). Steel has 3 times the elastic modulus of aluminum (E-steel ≈ 210 GPa vs E-aluminum ≈ 70 GPa) and 3 to 5 times the tensile strength. As a result, the structural stiffness remains perfectly equivalent, the overall weight increases by a negligible 20% to 30%, but the manufacturing cost plummets by 60% to 70%.
Cross-Industry Panoramic: Where is Roll-Formed Steel Replacing Aluminum?
1. Automotive Industry: EV Battery Enclosures & Crash Systems
The electric vehicle sector represents the most intense arena for this material transition. Major EV makers have successfully mass-produced high-strength steel roll-formed frames for structural battery packs and specialized truck structures.
- Cross-Section Evolution: "Double-Chamber" closed roll forming combined with inline fiber laser welding has become the industry standard, increasing side-impact Y-direction rigidity by 25% to 30% compared to standard open profiles.
- Direct Economic Return: For a 1.2-meter EV battery frame profile, shifting from aluminum extrusion to DP980 roll forming cuts part costs from $14–$18 down to $4–$6. For an annual production run of 100,000 vehicles, this saving exceeds $1,000,000 for just a single component line.
- This structural substitution is rapidly expanding across front bumpers, side sill beams, seat rails, and door intrusion beams.
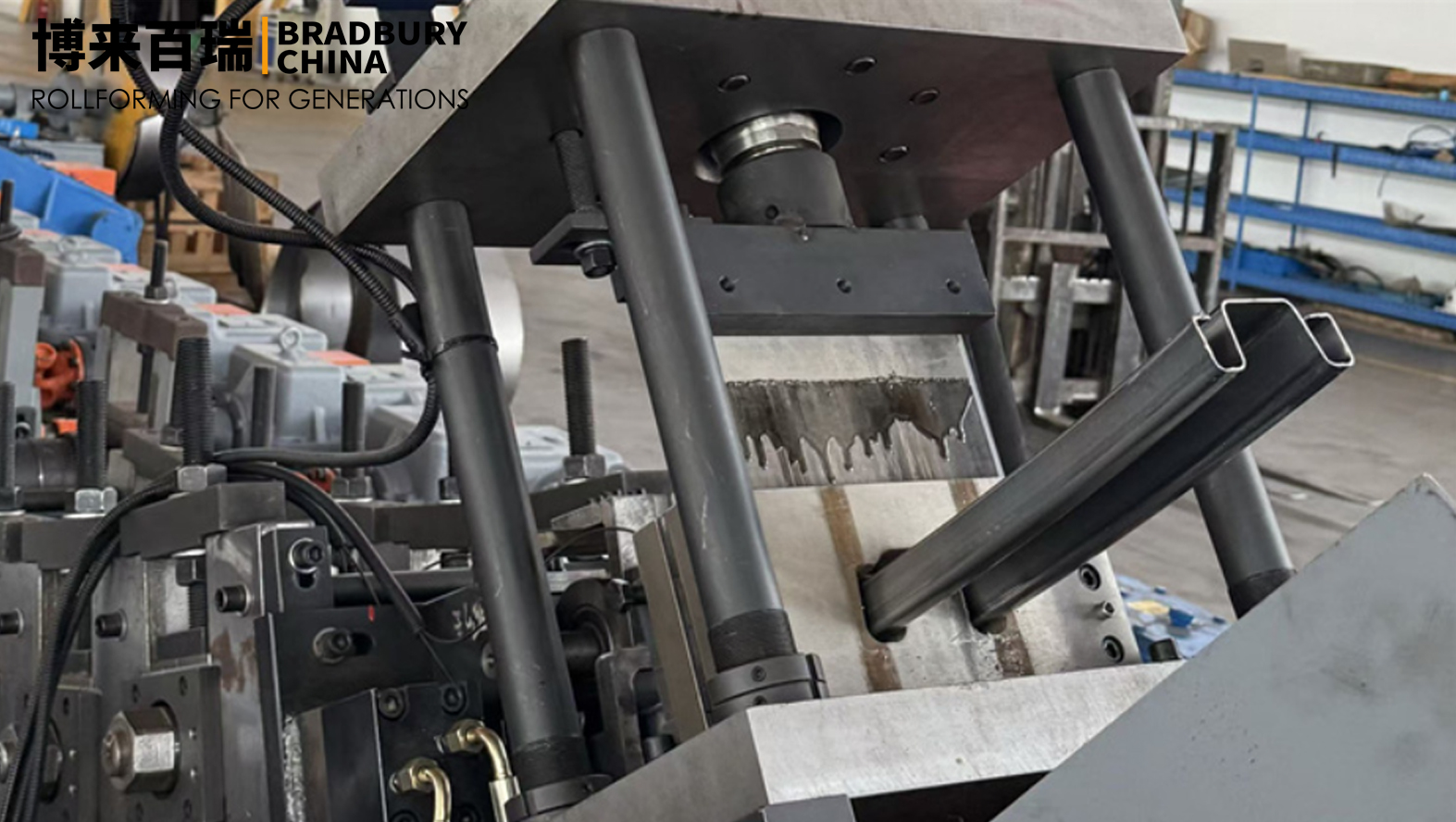
 High-precision automotive/structural steel cold roll forming process and custom tooling profile by Bradbury China
High-precision automotive/structural steel cold roll forming process and custom tooling profile by Bradbury China
2. Solar PV Sector: Module Frames & Tracking Systems
The solar market is currently the fastest-growing battlefield for steel-to-aluminum substitution.
- Solar Module Frames: Roll-formed Zinc-Aluminum-Magnesium (ZAM) steel frames are directly replacing anodized aluminum profiles in 35mm solar modules. They provide identical structural interchangeability, survive 1,000 to 2,000 hours of salt spray testing, and slash module frame costs by 40% to 55%. Projections indicate global steel PV frame penetration will surge from 15% to over 40% within three years.
- Tracking Systems: C/Z-type galvanized steel profiles and high-frequency welded rectangular tubes have replaced aluminum square tubes, doubling stiffness while reducing costs by over 50%.
 Advanced steel solar PV frame roll forming process and custom multi-station tooling by Bradbury China.
Advanced steel solar PV frame roll forming process and custom multi-station tooling by Bradbury China.
3. Rail Transit: High-Speed Rail & Subway Skeletons
Car body skeletons, side pillars, roof arches, and bottom side beams are shifting to high-strength galvanized roll-formed profiles. They offer superior weight reduction compared to traditional hot-rolled steel and far lower costs than aluminum extrusions. Bradbury China's equipment ensures precise hole tolerances of +/- 0.3 mm to meet strict riveting and bolting assembly requirements.
4. Architectural Skeletons: Steel Curtain Walls & Premium Windows
For glass curtain wall mullions and transoms, steel's 3x higher elastic modulus allows for much thinner cross-sections and larger spans compared to aluminum, creating a more seamless architectural aesthetic. When combined with powder coating, the exterior look perfectly matches aluminum while slashing material costs by 30% to 40%.
Technical Validation & Scientific Backing: NUMISHEET 2025
The structural integrity of this engineering shift is backed by rigorous simulation and testing. At the NUMISHEET 2025 international conference, advanced simulation of DP1180 to MS1470 ultra-high-strength steel battery pack frames proved that a 32-station roll forming process with integrated inline laser welding delivers side-crush resistance superior to aluminum alternatives, alongside enhanced bottom-impact protection.
Multi-objective optimization (NSGA-II) further confirmed that advanced re-entrant hexagonal double-chamber profiles increase average energy absorption efficiency by 13.88% while reducing maximum deformation by up to 25%.
Overcoming Technical Barriers with Bradbury China Equipment
Transitioning from aluminum to high-strength steel requires solving complex material behaviors like extreme springback. Bradbury China overcomes these technical barriers with three proprietary core capabilities:
- Copra-Based Roll Design with Springback Compensation: We design precise over-bending stages for ultra-high-strength steel above DP980, achieving a first-part pass rate exceeding 90%.
- Inline High-Speed Fiber Laser Welding: Integrated 3 kW or higher laser systems with automated CCD gap tracking ensure perfect closure at high production speeds (Cpk > 1.33).
- Rapid Tooling Cassette System: Enables full profile or specification changeovers in less than 30 minutes, maximizing factory uptime.
 Heavy-duty custom cold roll forming system and high-strength steel profile processing by Bradbury China
Heavy-duty custom cold roll forming system and high-strength steel profile processing by Bradbury China
FREE TECHNICAL EVALUATION: START YOUR COST REDUCTION
Are you facing aggressive cost-reduction targets for your structural aluminum profiles? You do not need to guess whether high-strength steel roll forming is the right fit for your factory.
Simply send your 2D/3D technical drawings (.DXF, .DWG, or .STEP) to Bradbury China. Our engineering team will analyze your profile geometry, simulate the rolling stages, and provide a comprehensive manufacturing cost-reduction breakdown within 24 hours—completely free of charge.
Contact us today via our website form, or email your drawings directly to our project engineering desk.